














































































ボイラ・熱交換器用ステンレス鋼管規格一覧


外径の許容差
単位mm
| 外径の区分 | 外径の許容差 | ||
|---|---|---|---|
| 熱管仕上継目無鋼管 | 冷間仕上継目無鋼管 | 自動アーク溶接鋼管 レーザー溶接鋼管 電気抵抗溶接鋼管 |
|
| 40未満 | +0.4 -0.8 |
±0.25 | ±0.25 |
| 40以上 50未満 | |||
| 50以上 60未満 | |||
| 60以上 80未満 | ±0.30 | ±0.30 | |
| 80以上 100未満 | ±0.40 | ±0.40 | |
| 100以上 120未満 | +0.4 -1.2 |
+0.40 -0.60 |
+0.40 -0.60 |
| 120以上 160未満 | +0.40 -0.80 |
+0.40 -0.80 |
|
| 160以上 200未満 | +0.4 -1.8 |
+0.40 -1.20 |
+0.40 -1.20 |
| 200以上 | +0.4 -2.4 |
+0.40 -1.60 |
+0.40 -1.60 |
備考1. フェライト系の冷間仕上継目無鋼管、自動アーク溶接鋼管、レーザー溶接鋼管及び電気抵抗溶接鋼管の場合の外径の許容差は、外径 25mm 未満のものは
±0.10mm、外径 25 以上 40mm 未満のものは ±0.15mm、外径 40 以上 50mm 未満のものは ±0.20mm とする。
2.注文者は、外径 40mm 未満の冷間仕上継目無鋼管、自動アーク溶接鋼管、レーザー溶接鋼管及び電気抵抗溶接鋼管の外径の許容差を ±0.20mm と
指定することができる。
厚さ及び偏肉の許容差
| 許容差 | 厚さの区分 mm | 熱管仕上継目無鋼管 |
冷間仕上継目無鋼管 | 自動アーク溶接鋼管 レーザー溶接鋼管 電気抵抗溶接鋼管 |
|||
|---|---|---|---|---|---|---|---|
| 外径の区分 mm | |||||||
| 100未満 | 100以上 | 40未満 | 40以上 | 40未満 | 40以上 | ||
| 厚さの許容差 % | 2未満 | - | - | +0.4mm 0 |
+22 0 |
+0.4mm 0 |
+22 0 |
| 2以上 2.4未満 |
+40 0 |
- | +20 0 |
+20 0 |
|||
| 2.4以上 3.8未満 |
+35 0 |
+35 0 |
|||||
| 3.8以上 4.6未満 |
+33 0 |
+33 0 |
|||||
| 4.6以上 | +28 0 |
+28 0 |
|||||
| 偏肉の許容差 % | - | 厚さの22.8以下 | - | - | |||
備考:偏肉とは、同一断面における測定厚さの最大と最小との差の注文厚さに対する割合をいい、厚さ 5.6mm 未満の管には適用しない。
長さの許容差
| 区分 | 長さの許容差 | |
|---|---|---|
| 外径50mm以下 | 長さ7m 以下 | +7mm 0 |
| 長さ7mを超えるもの | 長さ3mmごと及びその端数を増やすごとに上記のプラス側許容差に3mmを加える。 ただし、最大値は15mmとする。 |
|
| 外径50mmを超えるもの | 長さ7m 以下 | +10mm 0 |
| 長さ7mを超えるもの | 長さ3mmごと及びその端数を増やすごとに上記のプラス側許容差に3mmを加える。 ただし、最大値は15mmとする。 |
備考:特に正確な長さを必要とする場合、その許容差は受渡当事者間の協定による
![]()
附属書2(規定) U字曲げ加工管
U字曲げ加工管は、注文者の要求があった場合に適用し、製造業者が実施する。
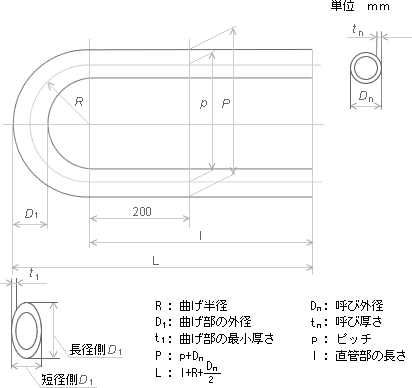
1.製造方法 製造方法は、次による(附属書2図1参照)。
a)U字曲げ加工管は、冷間曲げ加工によって製造し、その曲げ半径は、管の外径の1.5 倍以上とする。
b)曲げ部の熱処理は、通常、行わない。ただし、注文書からの要求がある場合は、熱処理について協定してもよい。
2.外観 曲げ部には、使用上有害な欠点があってはならない。
3.曲げ部の寸法の許容差 曲げ部の外径変化量、厚さ減少率及びピッチ又はPの寸法 許容差は付属書2表1による。曲げ後の長さの許容差は、附属書2表2による。
4.曲げ部の寸法測定方法 曲げ部の寸法測定は、同一時期に曲げ加工を行った同一寸法の管のうち最小曲げ半径のものから供試製品を1本採取し、
曲げ部の 90°位置(付属書2図 1のD1寸法部)における円周2方向(短径側及び長径側)の外径及びその位置における円周4点の厚さを測定して、
外径変化量及び厚さ減少率を求める。
附属書2図1
附属書2表1 曲げ部の寸法許容差
 |
ピッチ(p)又はPの許容差mm | ||
|---|---|---|---|
| 短径側 | 長径側 | ||
| (Dn/4R)×Dn以下 ただし、外径変化量の規定最小値は、0.5mmとする。 |
(Dn/8R)×Dn以下 ただし、外径変化量の規定最小値は、0.5mmとする。 |
±1.5 | |
附属書2表2 曲げ管の長さの許容差
| 曲げ後の直管部長さ | 長さ(l又はL)の許容差mm |
|---|---|
| 7m以下 | +7 0 |
| 7mを超えるもの | +10 0 |
